 ahaninfochannel
ahaninfochannel فرآیند خم کردن ورق های آلومینیوم از صفر تا صد

ورق های آلومینیومی از جمله محصولات پرکاربرد در
صنایع و زندگی روزمره به شمار می آیند؛ از این رو مشخصات و قابلیت هایی که به خود
اختصاص می دهند، برای خریداران بسیار حائز اهمیت است. از سوی دیگر مصرف کنندگان
همواره با خرید این فلزات به دنبال مزیت های آن هستند. یکی از مشخصاتی که در ورق
های آلومینیوم اهمیت بسیار زیادی دارد، میزان انعطاف پذیری این فلزات در صنایع
مختلف می باشد. البته فرآیند های خم کاری ورق های فولادی مختلف با یک دیگر متفاوت
است. از این رو برای محصولات آلومینیوم نیز با گریدهای مختلف سه روش فرمینگ وجود
دارد که در ادامه به بررسی آن ها می پردازیم.
به طور معمول برای ورق های آلومینیوم که ابعاد
بزرگ تری دارند، از دستگاه ترمز خمش یا فرمینگ استفاده می کنند، اما برای شیت های
کوچک تر و نازک تر روش دستی به کار برده می شود. از سوی دیگر یک روش دیگر و بسیار
تمیز و دقیق برای قطعات کوچک و اشکال نامنظم از شیت های آلومینیوم وجود دارد که در
آن از دستگاه پرس خمش برای خمکاری استفاده می کند.
دستگاه ترمز خم یا
فرمینگ

ابتدا بهتر است بدانید دستگاه خمش فلزات یا
فرمینگ یک دستگاه بسیار تخصصی در فرم دهی فلزات سبک مانند ورق های آلومینیوم،
گالوانیزه، روغنی و ... می باشد. به طور معمول برای استفاده از شیت های آلومینیومی
در درب ها، پنجره و سقف ها باید فرآیند خمکاری بر روی آن ها انجام گیرد که توسط
دستگاه فرمینگ امکان پذیر می باشد. این دستگاه شامل دو سکوی باریک و بلند است که
یکی از آن ها ثابت و دیگری متحرک می باشد.
از سوی دیگر بهتر است بدانید برای خمکاری ورق های ضخیم تر، از دستگاه پرس یا مشعل استفاده می کنند. البته استفاده از این دستگاه ها نیازمند یک اپراتور حرفه ای و متخصص می باشد.
برای اطلاع از قیمت ورق گالوانیزه 1 میلی متر به دسته بندی مربوطه مراجعه نمائید.
مراحل فرم دهی
مراحل آن نیز در ابتدا شامل قرارگیری ورق
آلومینیوم در دستگاه می باشد که در زیر گیره متحرک دستگاه قرار می گیرد. با دور
شدن میله گیره از پشت قاب دستگاه، شیت را در جهت مورد نظر فرم دهی تنظیم کرده و
سپس میله را به صورت متقاطع بر روی آن قرار دهید. در واقع وظیفه این میله نگه
داشتن شیت در زمان فرم دهی به صورت دقیق می باشد. همچنین دو سکویی که قاب ترمز را
تشکیل می دهند، باید با یک دیگر موازی باشند و البته کمی هم پوشانی داشته باشند.
مرحله بعدی شامل تنظیم خط خم می باشد که با حرکت
دادن شیت در دستگاه تا جایی که نقطه یا خط خمش با لبه داخلی نوار گیره رو به
اپراتور تراز شود، انجام می گیرد. لبه خارجی حتماً باید در موازات لبه نوار گیره
قرار بگیرد. توجه داشته باشید به وسیله یک گیره در بخش بعدی ورق را بر روی صفحه
گردان یا متحرک دستگاه ترمز ثابت و محکم نگه دارید. البته در برخی مدل ها گیره های
داخلی برای ثابت نگه داشتن ورق وجود دارد که با چند دسته می توان آن ها را تنظیم
کرد.
قسمت کفی نیز با چرخش به سمت بالا در دستگاه ترمز
و بالا آوردن دسته ها خم می گردد. در نهایت نوبت به بالا آوردن دسته های کفی برای
فرم دهی شیت آلومینیومی می رسد. این فلزات به علت داشتن قابلیت انعطاف پذیری نیازی
به فشار بسیار بالایی ندارند و تنها به آرامی دو دسته کفی را بالا آورده تا صفحه
نیز به سمت فوق حرکت کند و شیتی که در لبه نوار گیره قرار گرفته است، خم شود. این
عملیات تا زمانی که شیت به میزان فرم دلخواه اپراتور برسد، می تواند ادامه یابد.
در برخی موارد دستگاه فرمینگ دارای نوار توقف بوده که باید در شعاع خمشی مورد نظر برای فرم دهی دقیق تنظیم شود. با این کار به راحتی در زمان نزدیک شدن شیت به زاویه خمش مشخص شده، دستگاه به صورت اتوماتیک حرکت صفحه را متوقف می نماید. نکته پایانی استفاده از دستگاه فرمینگ در فرم دهی شیت های آلومینیوم این است که پس از خمکاری، ابتدا باید میله گیره ها را بلند کنید و سپس شیت ها را بردارید.
برای اطلاع از نرخ ورق اکسین به دسته بندی مربوطه مراجعه نمائید.
فرمینگ به وسیله دستگاه
پرس Arbor
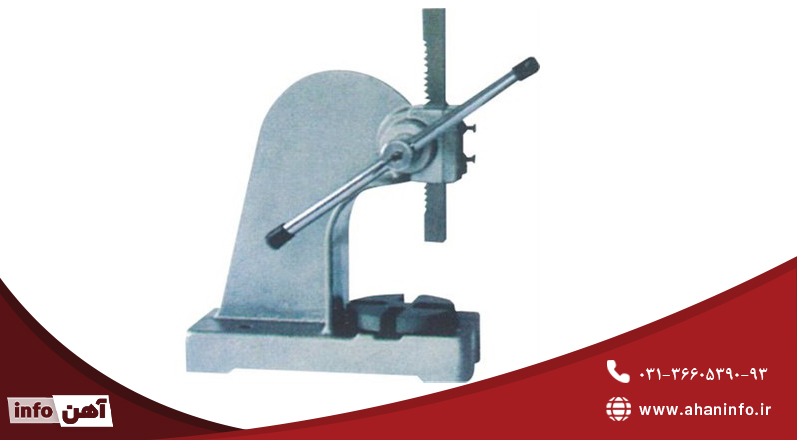
در این روش به وسیله نیروی دست، به قطعات و شیت
های کوچک فلزی و آلومینیومی فرم می دهند. دستگاه پرس Arbor از سه قسمت
اصلی تشکیل شده است که شامل صفحه صاف یا میز، سندان که یک بازو برای اعمال فشار
است و اهرم دستی می باشند. در ابتدا خط خم با شعاع مناسب تنظیم می گردد که نیازمند
ابزار زاویه یاب امکان پذیر می باشد.
در مرحله بعدی از یک چوب با ضخامت بالا (2*4
یا 4*4) برای علامت گذاری مقدار
زاویه بر روی لبه عمودی استفاده می شود. سپس به وسیله یک دستگاه اره رو میزی، قسمت
های اضافی که خارج از علامت ها هستند، بریده می شوند. قطعه چوب به دست آمده شیاری v شکل به دست آورده و در مرکز برای خمکاری مورد استفاده قرار می
گیرد.
پس از مشخص شدن زاویه خمش، محل خم را به وسیله
یک ماژیک یا نشانگر رنگی و خط کش مشخص می کنند. در این مرحله با استفاده از خط کش،
یکی از لبه های شیت را با محل انتخاب شده برای فرم دهی تراز کرده و سپس یک خط پر
رنگ و تیره رسم می کنند. معمولاً برای راحتی فرآیند، خط خم تا لبه های بیرونی شیت
رسم می شود.
در مرحله بعدی یک لوله فولادی (دو
برابر قطر شعاع خم شدن) را مطابق با خط
خمی که رسم شده است، بر روی شیت به وسیله نوار چسب می چسبانند تا نواحی مشخص شده
در کنار آن راحت تر خم شوند. سپس قطعه چوبی برش داده شده بر روی صفحه دستگاه پرس
قرار گرفته تا بر سطح آن شیت و لوله فولادی قرار بگیرد. به طور معمول لوله فولادی
با قسمت سندان یا چکش پرس و نقطه پایینی شکاف در یک راستا قرار می گیرد و زمانی که
کاملاً تراز شدند، فرآیند خمکاری باید انجام گیرد.
در نهایت با پایین کشیدن اهرم کنار دستگاه، سندان نیز حرکت کرده و شیت خم می شود. میزان فشار بسته به ضخامت قطعه چوبی و شیت آلومینیوم دارد و در برخی موارد نیاز به استفاده از دو دست برای پایین آوردن اهرم می باشد.
برای اطلاع از نرخ ورق کاویان به دسته بندی مربوطه مراجعه نمائید.
فرم دهی ورق های
آلومینیوم به روش دستی
در روش دستی نیز ابتدا باید به وسیله یک خط کش و
نشانگر رنگی مانند ماژیک، خط مورد نظر برای خمش را رسم نمایید. در این عمل باید به
رسیدن خط رسم به لبه های شیت توجه کرده یا خط به صورت طولانی رسم شود تا به راحتی
قابل دیدن نباشد. سپس باید شیت آلومینیومی را بر روی لبه میز کار قرار داده و
اندازه استانداردی را برای آن در نظر بگیرید. در مرحله بعدی باید ورق را به صورتی
قرار دهید که میزان قسمتی که برای فرم دهی در نظر گرفته شده است، در بیرون میز کار
قرار بگیرد.
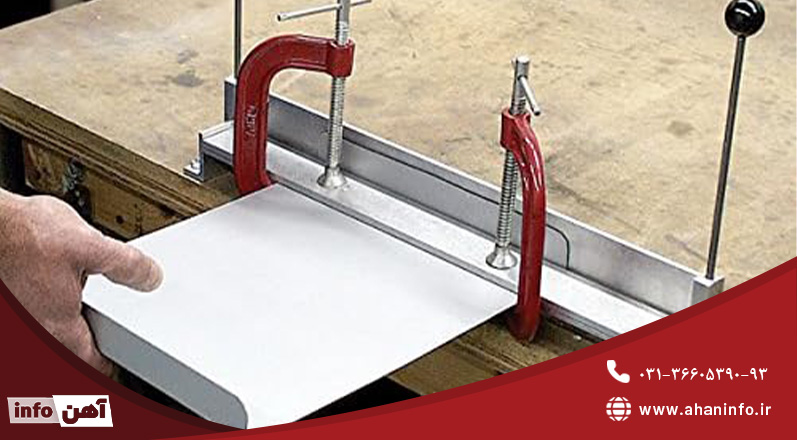
مرحله بعدی شامل استفاده از یک قطعه چوب با سطح
مقطع مربعی شکل می باشد که در پشت خط خم با کمی فاصله قرار می گیرد. لبه چوب نیز
با خط خم در یک راستا قرار می گیرند. لازم به ذکر است این قطعه چوب باید سنگین و
ضخیم باشد تا در زمان فرم دهی به صورت محکم سبب نگه داشتن شیت شود. محکم شدن آن
نیز بر روی شیت به وسیله گیره مخصوص امکان پذیر است. دقت داشته باشید قسمت پایینی
گیره بر روی چوب قرار بگیرد و چکش یا سندان در زیر سطح کار تنظیم شود.
در مرحله آخر نیز بخشی از شیت آلومینیوم که به
صورت آزاد در سطح کار قرار گرفته است را با دست گرفته و به آرامی به سمت بالا و
اطراف لبه های چوبی خم می کنند. این مقدار نیرو و فشار نیز بسته به فرم و ضخامت
شیت دارد که برای ضخامت های پایین به راحتی اتفاق می افتد. در پایان نیز می توانید
در بخش خم شده نیز می توانید به وسیله یک چکش ضربات اضافی در جهت خمیدگی بیشتر
وارد نمایید.